|
|
|
Завтуливание тосольного канала |
||||||||||||
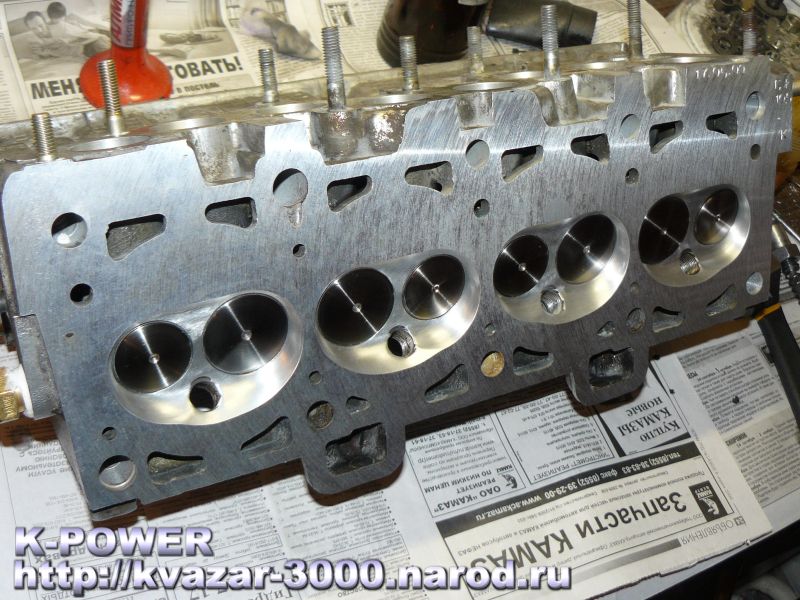
Одна из наших услуг - завтуливание масляного канала, рассмотрена в отдельной статье. Однако, помимо масляных каналов, в головке есть еще каналы и полости охлаждающей жидкости. При подготовки фальш-головок для расточки блоков цилиндров в напряженном состоянии, нами была изучена внутренняя конфигурация головок двигателей Оки и 21083. Особенность - между впускным и выпускным каналами стенка не является сплошной, там проходит полость охлаждающей жидкости. Т.е. головка более "ажурная", чем кажется на первый взгляд. К сожалению, качество ВАЗовского литья не является безупречным и стабильным. Если при расточке каналов вскрываются полости системы охлаждения, такие головки обычно отправляются в утиль, поскольку не подлежат восстановлению. Клиент в таком случае оказывается в проигрыше, он вынужден искать следующую головку. Это общепринятая практика в области тюнинга ДВС. Такие случаи чрезвычайно редки. В данном примере рассмотрим ГБЦ 21083. После распила выпускных каналов на диаметр 31 мм, и чистовой шлифовке, было замечено, что в одном канале вскрылась рубашка охлаждения. Характер повреждения - тонкая вертикальная щель, ширина порядка 1 мм, высота - порядка 5-7 мм. Далее на фото место возникновения щели обведено кружком. Качество фото низкое, т.к. снималось мобильником.
Место прорыва стенки - очень сложное, сварка аргоном на данном участке невозможна, напыление ДИМЕТом тоже, поскольку нельзя обеспечить прямой угол между соплом и стенкой. Казалось бы, головка - в утиль, но в K-POWER решали и не такие задачи. Ставим головку на станок и начинаем работать. Прежде всего, делаем отверстие со стороны привалочной плоскости, конечно же не сквозное. Проходим участок с трещиной, вскрывается стенка выпускного канала. Благодаря тонкой работе с высокоточным станком (дрелью такое не сделать!!), соседний впускной канал остается не тронутым.
Вытачиваем латунную втулку и запрессовываем в отверстие с применением специального компаунда. Наружнюю стенку канала, куда выходит втулка, так же дополнительно герметизируем компаундом. Теперь стенка канала герметизирована, но осталось углубление в привалочной плоскости.
Наплавку в среде аргона решили не применять, а использовали напыление алюминия
на установке ДИМЕТ. Данный метод позволяет "холодным способом" заделывать
и герметизировать различные детали (спектр применения технологии невообразимо
широк), хотя и имеет некоторые ограничения.
После обработки камеры сгорания и фрезеровки привалочной плоскости, на поверхности головки не осталось никаких следов проведенных работ. Только если хорошо присмотреться, можно заметить круглое пятно с чуть отличающимся от прочей поверхности оттенком. Фото 1 (блик от вспышки):
Фото 2 (режим без вспышки):
А вот и общий вид головки, собранной и готовой к установке:
Стоимость данной услуги, конечно, намного меньше, чем стоимость новой головки. Однако, не всякое повреждение (вскрытие) тосольной рубашки подлежит восстановлению. Возможность подобных работ исключительно обусловлена местом поврждения и его технологической доступностью. Обновление от 24.07.09: Статья написана: 17 мая 2009 г.
|














|
|
| Автор: Квазар © 2001-2016 |
г. Набережные Челны Республика Татарстан, Россия |
E-mail: x500@mail.ru |
|
| Копирование материалов без согласования
с автором не допускается. |
|||