| Из г. Тюмень поступила заявка на подготовку ГБЦ для автомобиля
ВАЗ 2106. Кубатура двигателя 1,6 литра, питание карбюраторное. Головку 2101 и
впускной коллектор для доработки владелец автомобиля предоставил.
Распредвал выбрали из линейки валов ОКБ Двигатель - широкофазник
21213-780.
Для начала посмотрим на серийную ГБЦ. На двигатель 2106 ставится головка 2101,
у которой довольно много недостатков, проистекающих из того, что головка была
спроектирована для двигателей малой кубатуры - у головки малое проходное сечение
каналов, особенно выпускных, где прилив в районе направляющей втулки значительно
перекрывает канал.
Головка классики имеет хорошее преимущество перед головками двигателей переднего
привода ВАЗа - сменную постель распредвала. При износе ее можно просто заменить
на новую, без замены всей головки.
В данном случае пробег двигателя около 30 тыс.км, постель в отличном состоянии,
по-этому ее оставляем.
При разборке - всем деталям строгий порядок и учет, это залог качественной работы.
На торцах клапанов - заметная выработка, вследствие того, что клапана при работе
не вращались.
После разборки головки приступаем к работе над каналами. Большие клапана не
ставим, по-этому сёдла остаются серийными, но растачиваются по внутреннему диаметру.
Сначала вчерновую развертываем каналы. Убираются приливы вокруг направляющих втулок,
значительно увеличиваются диаметры каналов и внутренние проходные сечения сёдел
клапанов.
После черновой развертки приступаем к чистовой шлифовке каналов. При этом профиль
каналов сглаживается, убираются неровности и лишние шероховатости. Канал на ощупь
достаточно гладкий, хотя и не полированный.
Слишком шероховатый канал в результате дает посредственную характеристику мотора,
хотя тюнинговые конторы постоянно пишут на сайтах, что ободранный грубым наждаком
канал - лучше полированного. На самом деле, практика постройки головок для Оки
показала, что каналы с чистовой шлифовкой (гладкие на ощупь) и даже с полированной
поверхностью дают более хорошую характеристику двигателя, машины едут гораздо
живее, чем моторы с грубо ободранными наждаком каналами. В чем же причина появления
такой дезинформации? Всё просто - чисто шлифовать и даже полировать каналы - гораздо
более трудоемкая задача, чем грубый обдир стенок наждаком - такая грубая поверхность
хорошо маскирует дефекты и недостатки работы, выполняется быстро и выдается за
вершину тюнинговой мысли...
К сожалению, тезис о грубоободранных каналах слишком прочно засел в головы обывателям
и любителям от тюнинга, по-этому каналы мы не полируем (это отнимает много времени,
но еще больше времени отнимают объяснения клиентам разницы между грубой поверхностью
и гладкой). Мы выбрали оптимальный вариант - "в чистовую" шлифованные
каналы. Это еще не полировка, но и не та грубоободранная кустарщина, которую выдают
в интернете за "идеальные каналы".
К слову сказать, машины с гладкими либо полированными каналами не имеют никаких
проблем с заводской в любые морозы (тезис "о стекающем по стенкам топливе"
- еще одна бредня рукодельников-халтурщиков от тюнинга). Что касается динамики
таких машин с гладкими каналами - не надо иметь даже измерительных приборов, что-бы
почувствовать, что они едут лучше.. Да и нагара и отложений на шлифованных "в
чистовую" каналах появляется куда как меньше.
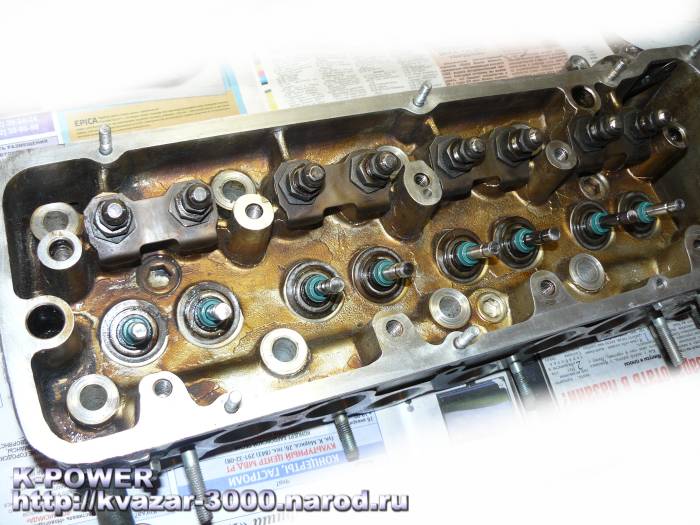
После обработки каналов запрессовываем направляющие втулки клапанов. Поскольку
клапана у нас серийного размера по диаметру тарелок (доработанные стандартные
клапана) - стержни клапанов диаметром 8 мм. Используем бронзовые
направляющие втулки. Такие втулки ходят без износа очень долго даже на самых
"злых" валах и при агрессивном стиле езды.
На фотографии можно заметить, что выпускные втулки отличаются от впускных по высоте
- они более длинные. Форма втулок подобрана в результате долгой практики - втулки
имеют такую длину и форму, что не создают чрезмерного препятствия потоку, позволяя
соблюсти определенный баланс таких качеств, как ресурс и пропускная способность
канала. Меньший диаметр выпускного канала позволяет максимально увеличить длину
направляющей втулки, что значительно повышает ресурс головки в части механизма
ГРМ. Длина впускных втулок подобрана таким образом, что-бы создавать меньшее препятствие
потоку, но обеспечить высокий ресурс и долгую безупречную работу впускных клапанов.
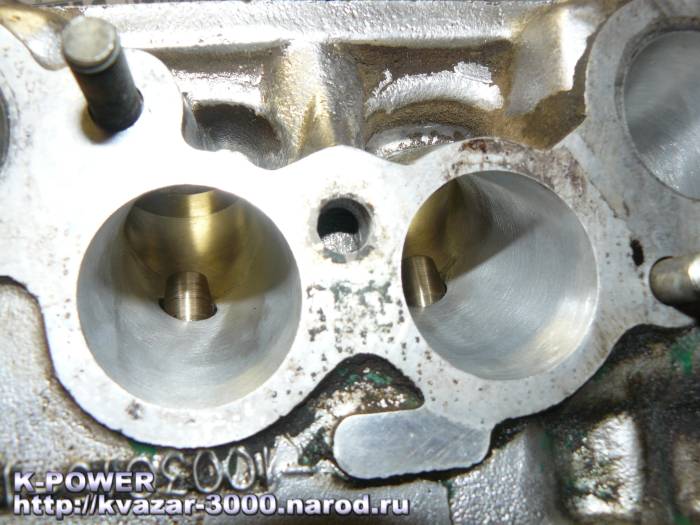
После запрессовки втулок доработали камеры сгорания. Цель таких доработок -
улучшить наполнение цилиндров, продувку и очистку от отработавших газов. Изменяется
профиль и форма камеры сгорания.
На фото показаны доработанные клапана - оптимизирована форма тарелки, значительно
снижен вес клапанов.
Такие стандартные вещи как работа с фасками седел, развертка втулок под клапана
и т.п. - здесь не описываем. После расчета степени сжатия, фрезеруем головку на
определенную величину по плоскости.После этого - головка собирается. Маслосъемные
колпачки используем Goetze.
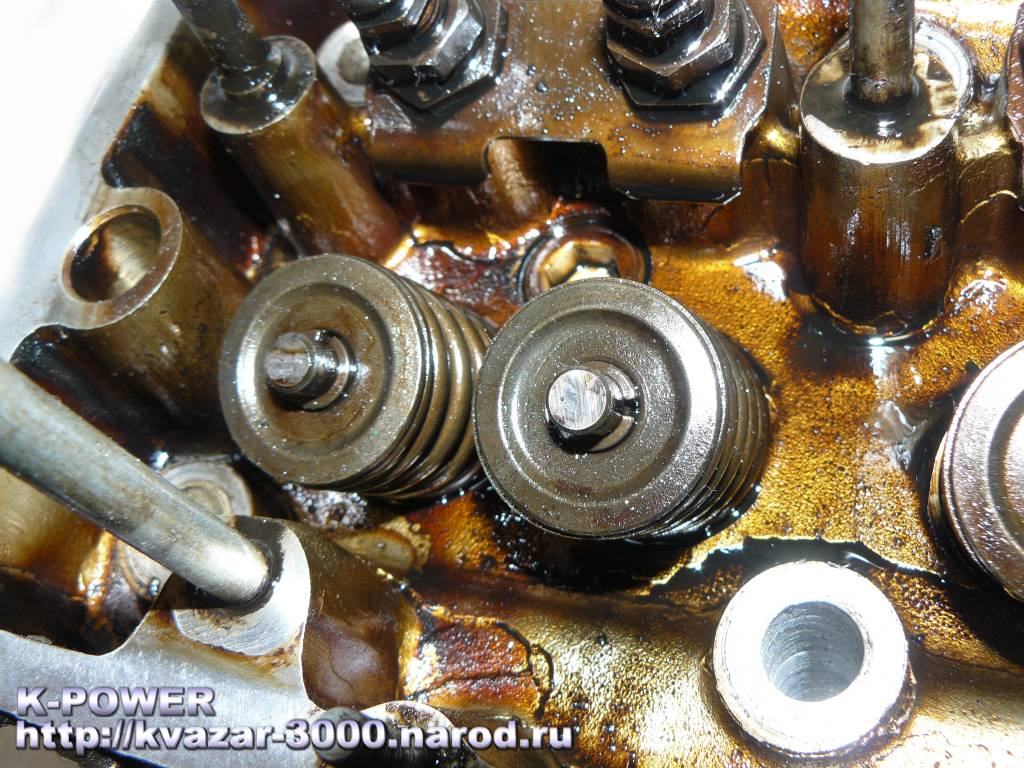
Для разневоливания клапанных пружин используем верхние доработанные тарелки пружин.
В них спецзенкером просажено гнездо под сухари.
Распредвал 21213-780 имеет уменьшенную базу кулачков и дополнительно
требует занижения седел клапанов на 1,0 мм. Однако, мы пошли другим путем. А именно
- занизили постель распредвала на 1 мм. Для этого на постели фрезеровкой была
создана база в верхней части (исходная "заводская" база - от разъема
постели с головкой), после чего, используя эту "верхнюю базу", отфрезеровали
сам разъем постели с головкой.
Такой прием дает некоторый дополнительный эффект - вследствие изменения оси качания,
меняется коэффициент подъема клапана, по факту подъемы клапанов при занижении
постели немного увеличиваются.
N.B. Вы всегда можете заказать новую готовую постель
распредвала классики с необходимым занижением в K-POWER.
Впускной коллектор подготовили по упрощенной схеме. Были увеличены каналы,
прошлифованы.
Фотографии распредвала DynaCAMS 21213-780 можно увидеть в
техническом разделе по распредвалам для классики.
Головка в сборе:
После всех работ головка и коллектор были отправлены в г. Тюмень для установки
на автомобиль. При появлении отзыва, обязательно разместим его на сайте.
Статья написана: 2 марта 2009 г.
Автор статьи, фото-видео материалов: © Квазар
Запрещены без письменного разрешения автора: перепечатка
статьи целиком или частично, перепечатка и использование фото-видео материалов,
равно как их изменение и редактирование в целях дальнейшей публикации на сторонних
сайтах.
|