|
|
|
Доработка ГБЦ 2101 под узкофазный распредвал 74 (12.4
мм) |
||||||||||||||||||||||||||||||||||||||||||
| Работа была произведена в конце 2009 года - нам прислали ГБЦ 2101 на доработку. Состояние присланной головки оставляло желать лучшего - сильная загрязненность, изъеденная кислотой тосольная рубашка.
Поврежденную поддельным тосолом рубашку охлаждения пришлось обваривать аргоном. Объем работ - достаточно большой.
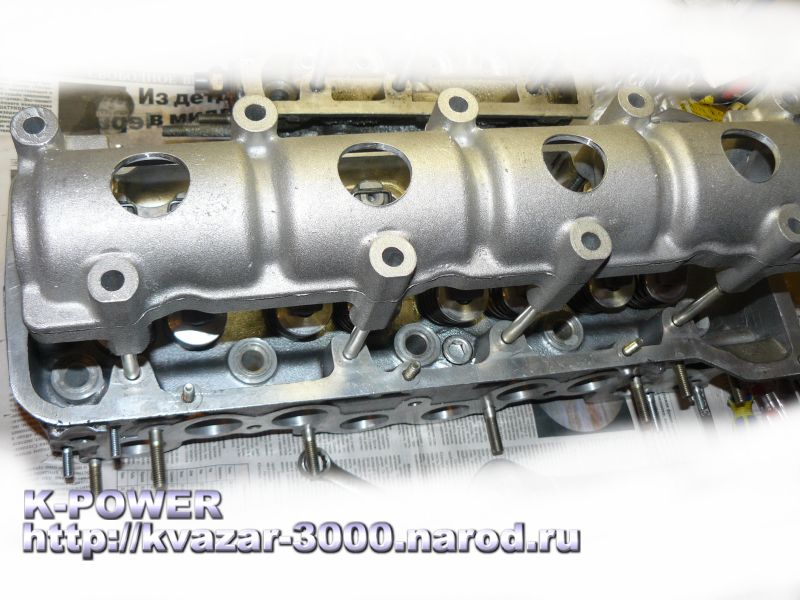
Опорные площадки под пружинами опустили, для увеличения свободного хода пружин. Тарелки пружин - дюралевые, производства K-POWER. Пружины клапанов - жесткие, одинарные. Клапана - облегченные, серийного диаметра.
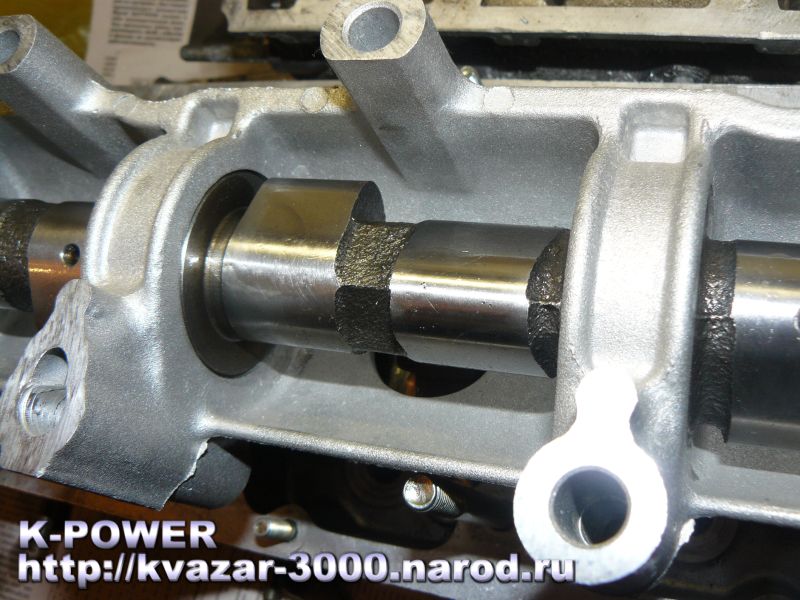
Распредвал выбрали уфимский узкофазник 74 с подъемом клапанов 12.4 мм.
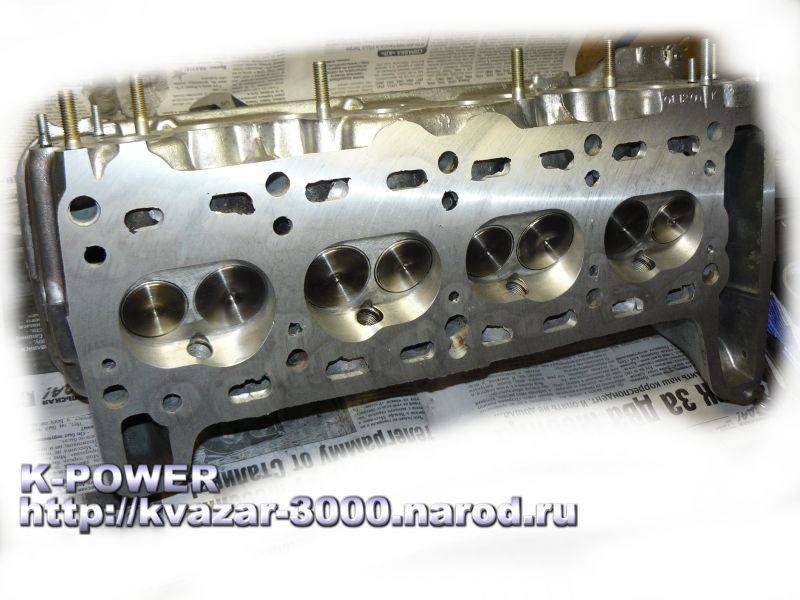
Привалочную плоскость коллекторов отфрезеровали (достаточно сложная работа - тяжело закрепить и выставить деталь на столе станка). Впускной коллектор так же доработали.
После фрезеровки плоскости и снятия наплавленного металла, отверстия в рубашке
охлаждения обработали фрезой, что-бы убрать наплывы сварки.
Необходимо отметить, что мы не приветствуем доработку подобных головок, с большим пробегом и изъеденных кислотой. Лучше купить новую головку и доработать ее, благо что она не такая дорогая, чем тратить время и деньги на сварку и ремонт выработавшей свой ресурс детали. Статья написана: 7 июля 2010 г.
|







































|
|
| Автор: Квазар © 2001-2016 |
г. Набережные Челны Республика Татарстан, Россия |
E-mail: x500@mail.ru |
|
| Копирование материалов без согласования
с автором не допускается. |
|||